

Bei Bau meiner neuen CNC-Fräse habe ich mich für den Einsatz des MASSO G3 CNC-Controllers entschieden. Der Grund dafür ist der Umstand, dass ich so nicht mehr von einem MS Windows PC und dem damit verbundenen Zwangs-Update-Theater abhängig bin. Und weil mich viele Fragen zum MASSO G3 erreichten, habe ich hier mal die wichtigsten Infos zum Kauf und zur Inbetriebnahme des MASSO G3 CNC-Controllers zusammengefasst. Grundsätzlich ist die Dokumentation von MASSO recht gut, aber die Informationen sind sehr verstreut und müssen erst zusammengesammelt werden. Deshalb hier mal das wichtigste in Kurzform.
MASSO G3 kaufen
Man kann den MASSO Controller direkt beim Hersteller MASSO in Australien bestellen oder aber bei einem europäischen Händler. Derzeit (Stand Juni 2021) erfolgt die Distribution in Europa durch die Fa. Whitesocks-Engineering über deren Online-Shop Hardware-CNC.NL Die Lieferung erfolgt bei mir binnen 2 Tagen. Von der Bestellung in Australien rate ich ab, da derzeit wegen des Pandemie-Irrsinns die Lieferzeiten aus Australien leider sehr unkalkulierbar geworden sind.
Erforderliche Peripherie
Um den MASSO G3 Controller in Betrieb benehmen zu können, ist noch ein VGA-Monitor mit mindestens 1024*769 Pixeln erforderlich. Der Monitor sollte das Bildschirmverhältnis 3:4 aufweisen, ansonsten kann wird die Anzeige verzerrt dargestellt. (HINWEIS: Manche HD-Monitore sind zwischen 16:9 und 4:3 umschaltbar). Es gibt auch die Möglichkeit, hier eine Bildschirm mit integriertem Touch-Controller zu beutzen. Allerdings sind nur wenige Touch-Monitore mit dem MASSO G3 kompatibel. Ein Liste der passenen Monitor gibt es <<HIER>>
Weiterhin wird eine Maus und eine Standard PC-Tastatur mit USB Anschluß benötigt. Wenn man es kompakt haben möchte, empfehle ich den Kauf der drahtlosen Logitec K400 Mediatastatur mit integriertem Touchpad. Es werden dabei wahlweise Tastaturen mit englischem QWERTY und deutschem QWERTZ-Layout unterstützt.
Die Stromversorgung erfolgt mit 24V. Es empfiehlt sich, hier in ein hochwertiges Marken-Netzteil mit mindestens 2,5A zu investieren.
Erste Inbetriebnahme des MASSO G3
Der Controller kommt ohne Batterie und ohne aufgespielte Firmware. Die Batterie ist eine leicht erhältliche CR2032 – die bekommt man im Notfall sogar bei Edeka. Nach dem Entfernen der Frontplatte kann die Batterie eingelegt werden. Lebensdauer soll ca. 4 Jahre betragen.

Wenn man jetzt die Steuerung mit Maus, Tastatur und Monitor in Betrieb nimmt, wird die Meldung angezeigt dass zuerst noch die Firmware aufgespielt werden muss.

Dazu ist Account auf myworkshop.masso.com.au nötig, den man per Email / bzw. Supportanfrage unter Nennung der Seriennummer des Controllers beim MASSO Support beantragen muss. Das hat bei mir dann ein wenig gedauert weil ich das natürlich wieder mal an einem Samstag Abend festgestellt habe und zusätzlich natürlich auch noch ein erheblicher Zeitversatz nach Australien besteht (die sind uns nämlich 10 Stunden voraus – leben also schon in der Zukunft). Aber trotz Sonntag in Australien hat MASSO schnell reagiert und mir das Konto binnen weniger Stunden eingerichtet.
Nachdem ich ein Benutzerkonto bekommen hatte, konnte die entsprechende Firmware von der Masso-Workshop-Seite heruntergeladen werden, Das Installieren erfolgt via USB-Stick mit FAT32 Formatierung. Auf dem USB-Stick erstellen man am PC einen Ordner mit dem Namen „MASSO“ und kopiert die Softwaredatei, die man heruntergeladen (oder per E-Mail erhalten har), in diesen Ordner. Nun den USB Stick in den Masso G3 Controller einstecken.
Die Steuerung einschalten und sofort und wiederholt die Taste F1 drücken, bis der Bildschirm zum Laden der MASSO-Software erscheint. Wenn der Bildschirm zum Laden der Software nicht erscheint, schalten Sie MASSO aus und wieder ein und starten den Vorgang erneut.
Der genaue Ablauf ist <<HIER>> beschrieben.

Das Default-Passwort ist HTG (in Großbuchstaben). Jetzt ist der MASSO G3 einsatzbereit und kann entsprechend Ihren Bedürfnissen konfiguriert werden.
Relais Platine anschließen
Ausgänge der MASSO CNC-Steuerung sind TTL-Ausgänge. Um eine größere Last zu schalten, braucht es eine Relais-Platine. Entweder die originale Platine von Masso (Stand Juli 2021 leider nicht lieferbar) oder eine der deutlich preiswerteren China-Platinen – allerdings braucht man hier unbedingt eine 24V Version. Damit das funktioniert, muss die Relais-Platine zudem mit deaktivierbaren Pull-up Widerständen ausgestattet sein. Ich habe hier die Relais-Platine von KENSO verwendet.

Ob eine vorhandene 24V-Relaisplaine an der MASSO funktioniert, kann man ganz einfach prüfen. Wenn man im Ruhezustand zwischen GND und IN1 annähernd die Betriebspannung messen kann, sind Pull-Up Widerstände aktiv und das Relais lässt sich mit dem MASSO Controller nicht schalten – ist also nicht geeignet. Bei den besseren Relaisplatinen gibt es aber Jumper mit denen man die Pull-Up Widerstände deaktivieren kann (hier grün markiert).
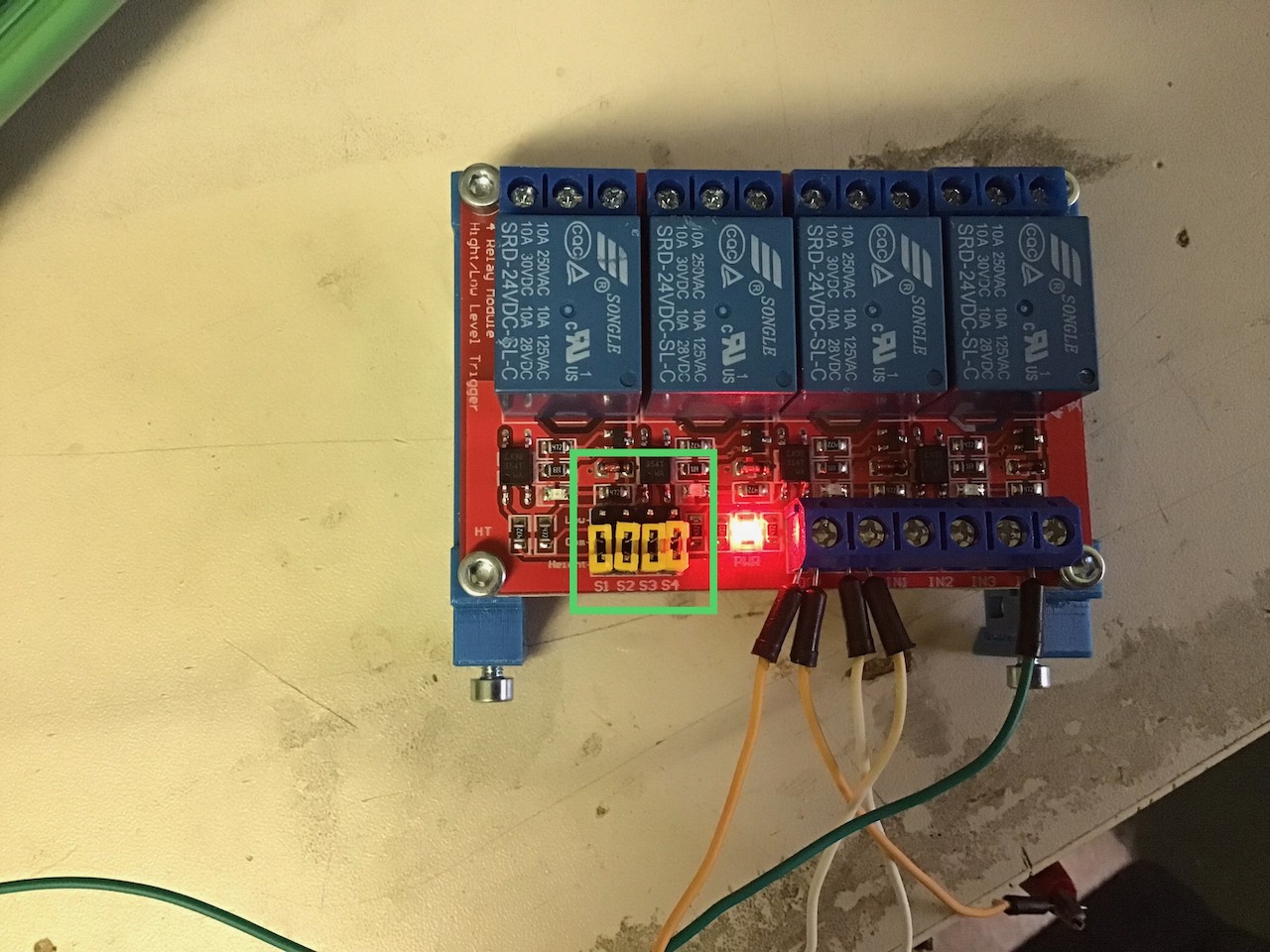
Diese einfach umstecken und dann funktioniert es.
Not-Aus Schaltung für Endstufen
Die Verdrahtung eines Not-Aus-Schalters ist in meinen Augen eine absolut unerlässliche Sicherheitsmaßnahme an jeder Art von CNC-Maschine.
Der Not-Aus am MASSO Controller stoppt die CNC-Maschine allerdings nur in soweit, als dass keine weiteren Steuerkommandos mehr an die Endstufen der Schrittmotoren gesendet werden. Da kann bedeuten, dass die Maschine nicht sofort zum Stillstand kommt, weil die Servo-Endstufen die bereits gesendeten Kommandos weiter abarbeiten.
Für maximale Sicherheit ist es daher unverzichtbar, zusätzlich die Stromzufuhr zu den Endstufen und der Frässpindel beim Drücken des Not-Aus zu unterbrechen.
Dazu besitzt die MASSO Steuerung einen speziellen Ausgang mit der Bezeichnung „ES“ (Emergency-Stop). Hier kann man ein Relais anschließen welches beim Drücken des Not-Aus abfällt. Das bedeutet dass das ES-Relais im Normalbetrieb geschaltet ist. Ich habe daher einen Kanal meiner Relais-Patine mit einem Eltako-Hochstromrelais verbunden, welche wiederum die Netzspannung für den Frequenzumrichter der Spindel und die Netzteile der Servomotoren schaltet.

Allerdings ist es so, dass die MASSO Steuerung nach dem Einschalten immer erst einen Test des Not-Aus-Tasters fordert und damit würde bei jedem Einschalten auch wieder der Frequenzumrichter und die Endstufen der Servomotoren stromlos. Die Lösung besteht darin, ein Selbsthalte-Relais zwischen den ES-Ausgang und dem Kanal der Relaisplatine einzuschleifen, welcher dann das Eltako-Hochstrom-Relais schaltet.


Das bedeutet natürlich, dass bei Einschalten der Fräse immer erst eine Taste gedrückt werden muss, um die Spindel und die Endstufe „Scharf“ zu schalten. Es hat aber auch den Vorteil dass man die Steuerung konfigurieren kann, ohne dass man Sorge haben muss, dass plötzlich unerwartete Bewegungen an der CNC-Fräse ausgeführt werden. Also auch hier nochmal ein deutliches Plus an Sicherheit.

Induktive Endstop-Sensoren anschließen
Ich habe in meiner SEOGEO CNC-Fräse induktive Endschalter verbaut. Wenn man hier auf den richtigen Typ zurückgreift, kann man diesen ohne Probleme an die Eingänge der MASSO G3 anschließen.

Es ist kein Pull-Up- Widerstand nötig. Achtung: Diese Sensoren haben etwas merkwürdige Farben bei den Kabeln.
- BRAUN = Plus der Versorgungsspannung
- SCHWARZ = Signalausgang
- BLAU = Masse / Minus der Versorgungsspannung.
[…] ich Frässpindel, Endstufen der Schrittmotoren und die Masso-CNC-Steuerung jeweils auf eine Phase mit eigener Sicherung gelegt habe, konnte ich schrittweise die Komponenten […]
Hallo,
ich nutze derzeit den Controller CNC760 von EdingCNC. Da ich immer wieder kleine oder größere Probleme mit der Software von EdingCNC habe, bin ich bei der Suche nach Alternative auf Masso und Ihre Webseite gestossen.
Von der verwendeten Hardware….
– Keine Open Collector Ausgänge
– Nur 110 kHz Schrittfrequenz (Masso Support empfiehlt 30…50 kHz da sonst das GUI einfriert)
– beschränkte Kompatibilität mit Touchscreens
scheint der Masso G3 nicht wirklich auf dem Stand der Zeit zu sein.
Sind Ihre Erfahrungen durchweg positiv oder gibt es Dinge die nicht so gut laufen?
Mich würde besonders die verwendete Schrittfrequenz interessieren.
Mit freundlichem Gruß,
Markus
Hallo Markus,
genau aus dem Grund dass ein Windows PC mit entsprechender Steuersoftwre (egal wekche) immer wieder Zicken macht, habe ich mich beim Bau der SEOGEO Fräse für den MASSO G3 entschieden und bis jetzt nicht bereut. Das Ding funktioniert einfach! Dis jetzt noch nie Probleme gehabt, auch beim Konturenfräsem was schon mal 6-7 Std am Stück dauern kann.
Touch Screen habe ich nicht im Einsatz, kommt vielleicht noch. Mir ist eine echte Tastatur lieber.
Offen gesagt finde ich gerade nicht wo ich die Schrittfrequenz des MASSO G3 einstellen kann. Habe da auch bewußt nichts eingestellt. Was die Ein- und Ausgänge betrifft die sind alle mit Optokopplern getrennt, was ich sehr psoitiv sehe, da im Falle eines Falles nur ein Optokoppler für wenige Cent kaputt geht. Diese Bauteile sind zudem gesockelt, also ohne Löten zu wechseln. Den Open Collector habe ich bisher nicht vermisst.
Schau Dir mal noch meinen Bericht zum Bau des Schaltschrankes der SEOGEO Fräse an – da siehts DU wie ich das alles verdrahtet habe.
Hallo Wolfram,
Vielen Dank für die ausführliche Antwort. Ich habe mir jetzt auch einen Masso G3 bestellt und baue schon kräftig meine Maschine um 🙂
Viele Grüße
Markus
Hallo Wolfram,
ich bin echt am verrückt werden ob ich mir ein MasdoG3 Touch oder eher ein DDSC Expert aus na China Schmiede hole. Der Preis wäre hier günstiger aber ich möchte etwas wo ich Freude dran habe und zuverlässig funktioniert.
Da ich elektrisch eher ne Niete bin mit anschließen und einstellen aber keine Probleme habe, frage ich ob es da Notwendigkeiten gibt Relais usw da mit einzubauen? Da wäre ich nämlich aufgeschmissen.
Also das MASSO G3 ist nicht ganz billig, aber es hat einen permanenten Software-Support (seit dem Kauf gab es schon 4 Updates mit Funktionserweiterungen) und vor allem auch eine sehr gute Dokumentation – sowohl was Bedienung als auch die Installation betrifft. Hinsichtlich der Frage nach Anschluß kann ich nur sagen, dass die MASSO Steuerung auf allen Anschlüssen mit Opto-Kopplern abgesichert ist – also im Falle des Falles bei Kurzschluß nur ein Bauteil für wenige Cent gewechselt werden muss. Ob Du Relais verbaust oder nicht hängt von der Gestaltung Deiner Steuerung ab. Ich habe Relais verbaut weil ich die Steuerung der Schrittmotoren wahlweise stromlos machen wollte. Im Nachhinein hätte man das aber auch mittels entsprechender Konfiguration der Steuerung machen können – wäre also nicht zwingend nötig gewesen.
Zur DDSC Expert kann ich nichts sagen, kenn ich nicht.
Hallo Wolfram,
ich beneide dich um deine Skills die Steuerung aufzubauen. Ich sehe einen Dell auf dem Bilderstrecke, welches Model ist das= Und ist derTouchfähig?
Würde mich über eine Antwort freuen.
Danke
Gruß
Lars
Hallo Lars, das ist ein alter DELL Monitor aus dem Büro, Modell-Nummer weiß ich leider nicht. Er ist aber NICHT touch-fähig. Ich bediene die Fräse über das kleine Logitech Keyboard K400 mit eingebautem Mauspad. Siehe hier: https://amzn.to/3PQ8YR3
Nabend Wolfram,
Danke für die Info..