
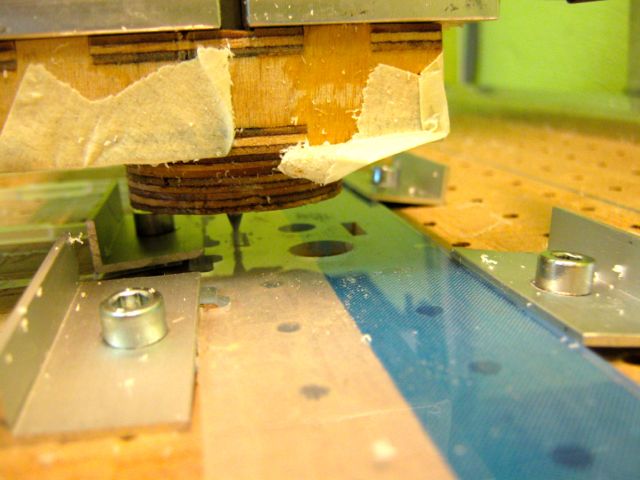
Jeder der schon einmal mit seiner CNC-Fräse versucht hat Plexiglas zu bearbeiten weiß dass das keine ganz so einfache Sache ist.
Hier folgen unserer Erfahrungen.
Für das Gehäuse eines Steuergerätes wollten wir Plexiglas verwenden. Daher haben wir im Internet recherchiert wie andere Modellbauer dieses Thema angehen. Dabei mußten wir feststellen dass hier häufig mit Wasser oder anderen Flüssigkeiten gearbeitet wird. So eine Sauerei wollten wir uns aber nicht antun.
Andere Empfehlungen waren der Einsatz von Pressluft zur Kühlung während des Fräsvorganges. Das klingt logisch, ist mangels Pressluft aber auch für uns nicht praktikabel.
Wir haben dann ein wenig experimentiert und verschiedene Fräsertypen, Drehzahlen und Vorschübe ausprobiert. Die ersten Versuche ware nicht sehr erfolgreich aber durch systematisches probieren haben wir folgende Ergebnisse gefunden:
- Fräser 2mm einschneidig
- Drehzahl 12.000 U/min
- Vorschub 11mm/sec
- Zustellung 0,4mm je Bearbeitungsschritt
Weiterhin:
- Fräser 1,2mm einschneidig
- Drehzahl 14.000 U/min
- Vorschub 11mm/sec
- Zustellung 0,25mm je Bearbeitungsschritt
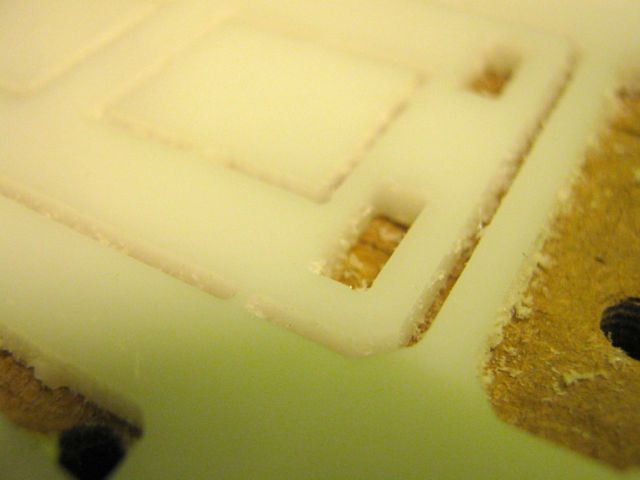
In beiden Fällen erreichen wir eine saubere Schnittkante und es kann beim fräsen auf aufwändige Kühlmaßnahmen verzichtet werden.
Wichtig ist der Umstand, dass wir das 3mm Plexiglas nicht in einem Durchgang fräsen sondern in mehreren Zustellungen von jeweils 0,4 bis 0,25mm. So produzieren wir schöne kleine Späne und die Hitzeentwicklung am Fräser bleibt sehr gering.
Wie sind Deine Erfahrungen mit dem Fräsen von Plexiglas? Wir freuen uns auf eine sachdienliche Diskussion in den Kommentaren zu diesem Artikel.
Wir haben dabei herausgefunden, dass weißes Plexiglas thermisch etwas empfindlicher ist als das transparente. Hier reduzieren wir bei weißem Plexiglas die Drehzahl geringfügig, d.h. um ca. 10-15%.
Und weil wir es selber wissen wollten hier die Antwort auf die Frage was es mit der „Service side“ von Plexiglas auf sich hat.

Mit dem Aufdruck „Service side“ wird die Seite der Platte gekennzeichnet, die eine optisch einwandfreie Oberfläche hat. Bei kleinflächigen Teilen ist das irrelevant, aber wenn man z.B. ein große Glasfläche bei einem Bilderrahmen oder ähnlichem hat, dann sollte die Service-Side die Seite sein, welche auf der Sichtseite ist, also die Seite auf die man draufschaut.
Die „Rückseite“ könnte leichte Schlieren oder optische Brechungsflächen haben, die eventuell optisch störend sind.
Zum Schluß hier eine empfehlenswerte Seite zum Berechnen der Schnittparameter beim fräsen:
http://www.vhf.net/cgi-bin/ToolCalc?lng=de
Plexiglas lässt sich mit einem sehr scharfen Fräser mit einer Spandicke von 0,2 mm fräsen. Die Fräsbearbeitung erfolgt ohne Kühlmittel, sondern nur mit Druckluft zum Entfernen der Späne. So bleiben die Fräskanten durchsichtig und müssen nicht poliert werden. Auch haben wir festgestellt, dass Makrolon wesentlich besser als Plexiglas für die Fräsbearbeitung geeignet ist.
MAkrolon ist leider kein PMMA, sondern ein PC
Bist du sicher?
drasko s.
Ja da muss ich Altof Peter zustimmen.
Danke für die Info`s . Das hat mir echt geholfen!
Ich nehme Acmos Trennspray 100-2450 direkt auf den fräser sprühen. Damit verkleben die schneidkanten nicht – reiben weniger. In kombination mit dem passenden Vorschub und Schnittgeschwindigkeit top.
Hallo Snoopy,
Danke für den Hinweis mit dem Trennspray. Kannst Du noch was zu den von Dir verwendeten Vorschub/Drehzahl sagen?
Danke für die Tipps. Bei meinem Vater an der Arbeit wollten wir letztens für den Modellbau auch etwas in acryl fräsen. Jetzt haben wir doch das Problem, dass die CNC Fräse dort schon recht alt ist, und bei weitem keine 12000, geschweige denn 14000 Umdrehungen schafft. Hat jemand vielleicht trotzdem nen Tipp, wie man vielleicht dennoch einen Sauberen Schnitt hinbekommt?
Gruß Nicholas
Hallo Nicolas, Du könntest einen Fräser mit grösserem Durchmesser benutzen, dann sinkt die nötige Drehzahl.
Hallo,
es gibt ein paar wichtige Dinge zu beachten beim Fräsen von Plexiglas. dazu haben wir hier einiges zusammengetragen. https://www.cnc-step.de/plexiglas-fraesen/
Wichtig ist auch zu wissen das Plexiglas nicht gleich Plexiglas ist.
Wir beantworten auch gerne Fragen zu Fräsern etc. Einfach anrufen.
Gruß
Frank Hylewicz von http://www.cnc-step.de
Hallo,
ich habe schon eine Fräsmaschine gesehen, dort wurde eine Sprühnebelkühlung eingesetzt.
Sah fast so aus wie im Rewe Obstregal mit dem feinen Sprühnebel.
Kann nicht so schlecht sein, da damit auch in der Serienfertigung gearbeitet wurde.
Gruß
Daniel
bei meinen tests „wie weit kann man gehen?“ habe ich eben bei 0,8mm zustellung (2mm 1-schneider, 200 Hz (*60 = U/min), 600mm/min, keine kühlung) gemerkt, dass es bei fräsen „knackt“. am werkstück sind diese knacks als kleine stöße zu fühlen. da wird dem fräser vermutlich etwas viel zugemutet. die fräskanten sind trotzdem tadellos und das schon vor dem schlichten.
die zustellung werde ich trotzdem definitiv reduzieren.
zwar könnte die erhöhung der drehzahl die spangröße reduzieren und damit vllt. die knacks verhindern aber ich will gar nicht erst testen, ob der fräser dann verklebt.
Hallo Torsten,
das „Knacken“ kommt vom herausbrechen der Späne – das kann bei PLexi zu Mikrorissen im Material führen die dann an Einschnitten einen Ermüdungsbruch zur Folge haben kann. Ich würde daher die Drehzahl langsam erhöhen bis das Knacken weg ist.
Den oben beschriebenen Fehler hatte ich bei meinen Jalousien. Zuerst fiel die Zentralsteuerung aus, zufällig hatte ich noch einen benötigten Elko in meiner Werkstatt und nach Austausch desselben funktionierte die Zeiteinstellung und die Auf- und Abfahrten wieder einwandfrei.
Der nächste Fehler trat an der Jalousie der Terrassentür auf, diese fuhr nur noch stückchenweise. Ich demon-tierte den Schalter und auch hier war der gleiche Kondensator eingebaut. Habe diesen ausgetauscht und nun funktioniert wieder alles zu meiner Zufriedenheit.
Nun meine Frage: An meiner zweiten Terrassentür war vor 1/2 Jahr keine Funktion mehr mit der Jalousie. Hatte mir einen Monteur geholt, der feststellte das der Motor defekt wäre. Habe diesen dann selbst getauscht. Meine Frage; kann es sein das auch hier der Kondensator fehlerhaft ist und der neue Motor demnächst wieder stirbt?
Ein kaputter Kondensator hat nix mit einen kaputten Motor zu tun. Wenn der Motor stirbt, hat das andere Ursachen…