
Ein Werkzeuglängensensor ist eine feine Sache die ich nicht mehr missen möchte. Daher sind beide meiner CNC-Fräsen mit solch einem Sensor ausgestattet. Allerdings kann es durch Unachtsamkeit passieren, dass man den Sensor ruiniert.
Und natürlich passiert sowas immer am Wochenende wenn gerade mal wieder ganz dringend etwas gefräst werden muss. Ich habe hier die Werkzeuglängensensoren von DOLD Mechatronik im Einsatz. Diese sind hochwertig und lösen stets präzise aus.
Schadensursache
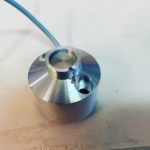
Es geschah bei der Referenzfahrt mit meiner Plattenfräse. Der Fräser traf nicht die Tastplatte sondern lief knapp daran vorbei weil ich kurz zuvor den Maschinennullpunkt neu justiert hatte, aber vergaß, die Position des Werkzeuglängensensors daran anzupassen.
Da taucht natürlich sofort die Frage auf, ob das wieder repariert werden kann. Und auch: Wie bekomme ich den Werkzeuglängensensor zerlegt?
Zerlegen des Werkzeuglängensensors
Eigentlich geht es ganz einfach: Unten sind zwei Kreuzschlitzschrauben mit denen die Bodenplatte des Werkzeugsensors verschraubt ist. Allerdings war die Platte in meinem Fall noch zusätzlich mit Schraubensicherungslack (?) verklebt, sodass ic die Platte mit einem spitzen Schraubendreher heraushebeln musste.

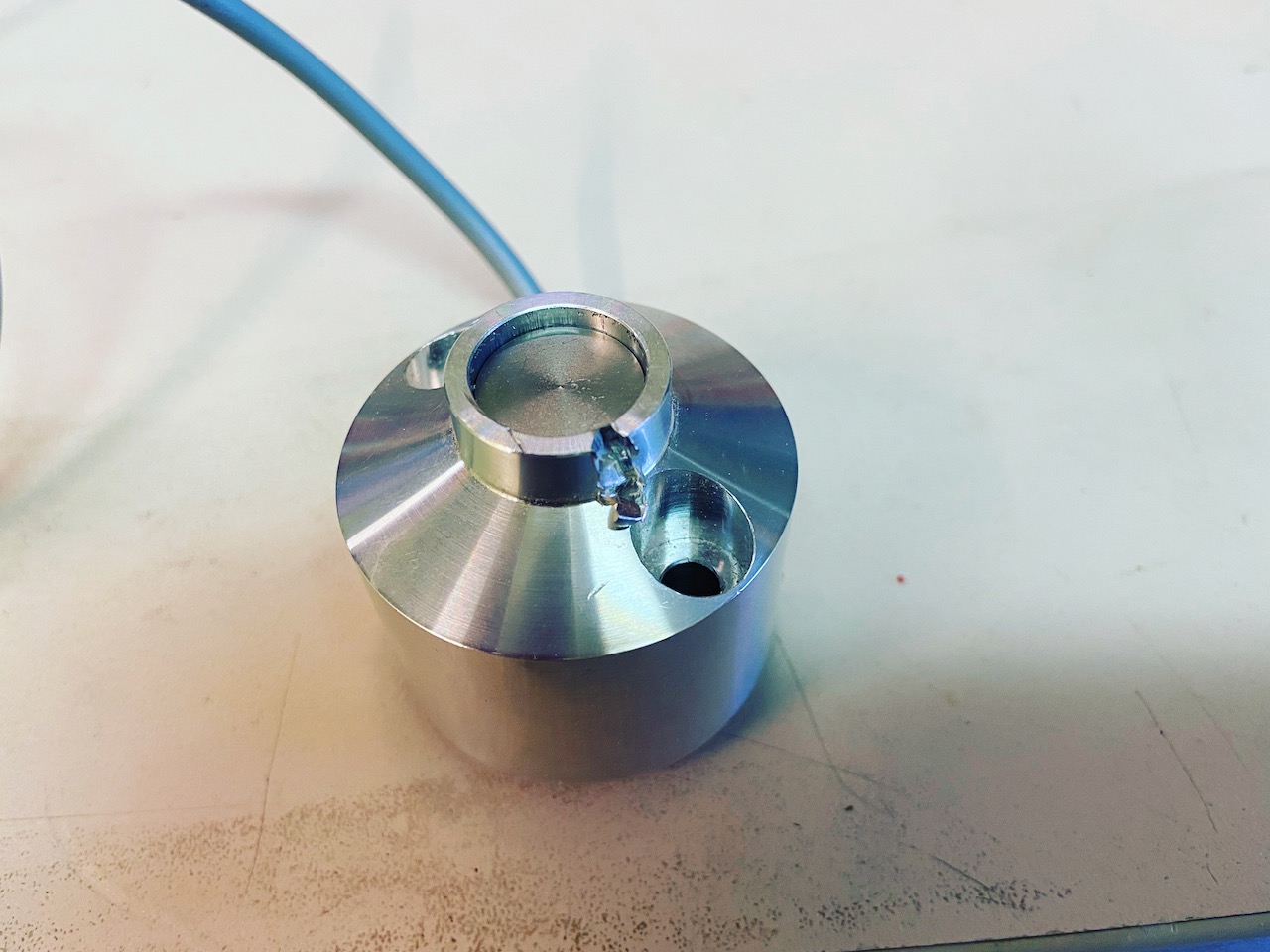
Und nun wird auch der Sinn der beiden Löcher am Gehäuse des Werkzeuglängensensors klar: Darin sind zwei M2 Madenschrauben mit denen der Microtaster im Gehäuse befestigt ist.

Diese Madenschrauben muss man fast gänzlich herausdrehen, dann kann auch der Microtaster aus dem Gehäuse genommen werden.

Ein weiteres Bauteil ist der Taststempel welcher dann den Microtaster betätgt. Der war bei mir glücklicherweise unbeschädigt und konnte mit ein wenig Druck aus dem Gehäuse herausgeschoben werden.
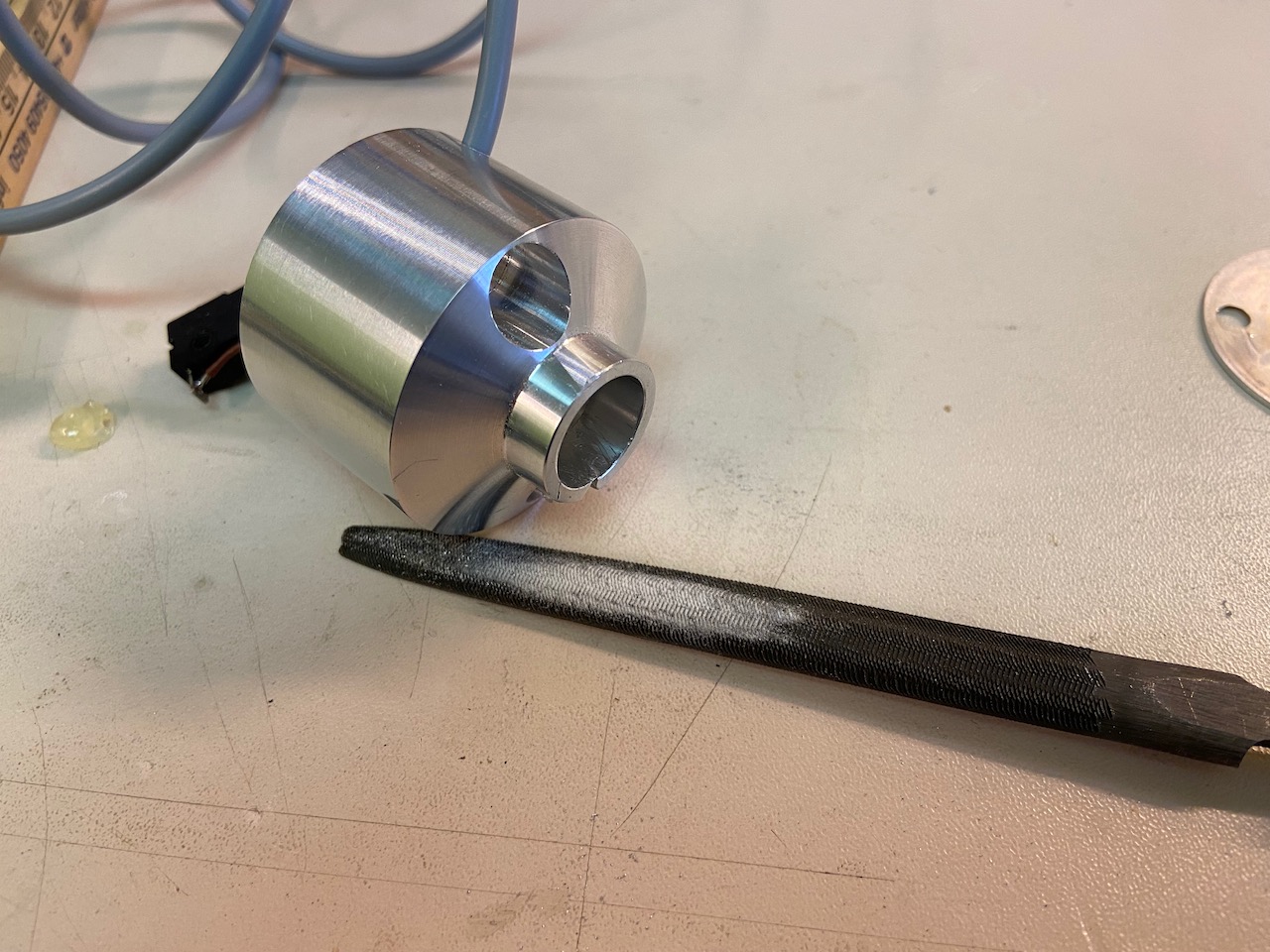
Mit einer Schlüsselfeile konnte ich den Grat innen am Grundkörper des Werkzeuglängensensors abfeilen und so den Stempel wieder gängig machen.
Erkenntnisse
Es stellte sich aber leider heraus, dass der Microtaster dennoch beschädigt war – er löst nur noch bei sehr hohem Druck aus. Es ist wohl die Feder im Inneren beschädigt. Daher werde ich mich nach einem passenden Ersatz umschauen. Bis daher kommt der Werkzeuglängensensor erst mal in die Ersatzteilkiste.

Noch ein Hinweis zum Schluß: Das Kabel dieses Typs von Werkzeuglängensensor hat keine wirkliche Zugentlastung. Es ist nur ein Tropfen Heißkleber mit dem das Kabel fixiert ist. Na ja, mal sehen ob mir da noch was besseren einfällt.
Oder für 25 Eu einen hochwertigen WZL Sensor aus chinesischer Produktion kaufen. Super genau und mit Überfahrschutz (wenn man die Platte trifft).
Na, einen Überfahrschutz hat dieser Sensor auch, aber wenn man so blöd die Kante trifft wie ich das geschafft habe und dann noch lang braucht um NOtAUS zu drücken…
Die Konstruktion dieses Sensors ist Mis…
So war mein 1. Selbstbau auch. Die schlauen Chinesen bauen das Teil ohne einen Rand, den man treffen könnte. Wenn man daneben fährt, hat man noch viel Weg, um den NOT-Aus zu betätigen.
Habe 2 dieser WZL- Sensoren gekauft. Weil die so billig waren. 1x zum Benutzen, 1x zum Zerlegen.
Ist genial einfach mit Öffner- Kontakt aufgebaut. Hatte bisher keine Kontaktschwierigkeiten, obwohl die Maschine in nicht optimaler Umgebung steht.
Dann poste doch bitte mal einen Link zu Deinem genialen WZL. Es gibt da so unendlich viel verschiedenes China-Zeug
Das Teil habe ich schon seit Januar 2021 .. Über AliExpress gesucht:
Hohe Präzision Automatische Werkzeug Sensor Cnc Z Achse Werkzeug Presse Sensor Werkzeug Einstellung Gauge Gravur Maschine Zubehör
Silver € 24,03 Euro
Dieses Teil gab es kontaktbehaftet und kontaktlos (teurer).
Ich habe das mit dem verchromten Oberteil, hutförmig ohne Rand. Hatte damals ein Angebot erwischt.
Da lohnt keine Reparatur oder Eigenbau.
Eigentlich wollte ich das 2. Gerät mit guten Industrie- Näherungssensoren umbauen. Habe ich gelassen, weil das Teil einfach gut funktioniert.
Super geschriebener und informativer Artikel :-). In diesen Blog werde ich mich noch richtig einlesen